
BUSINESS
Essential Insights into Conveyor Impact Rollers
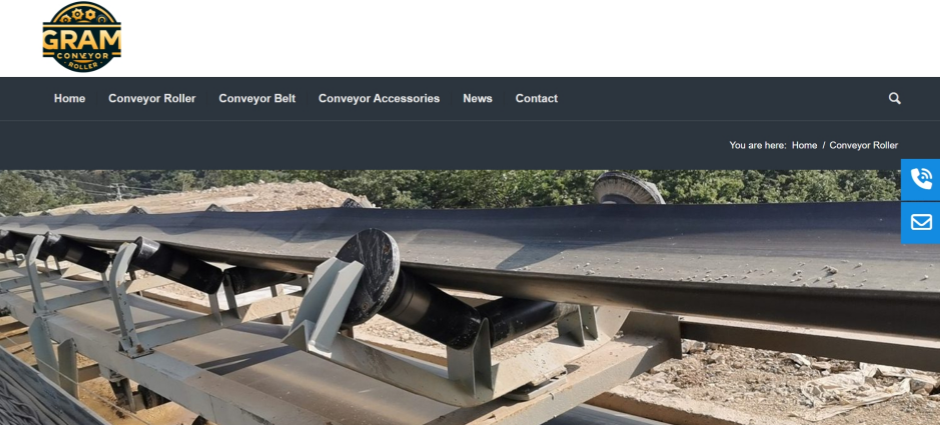
Conveyor impact rollers are specialized components designed to absorb and dissipate the impact forces from heavy, abrasive, or sharp materials being loaded onto conveyor belts. These conveyor rollers play a crucial role in protecting the conveyor system, reducing wear and tear, and ensuring efficient operation. Nylon conveyor rollers, on the other hand, are made from durable synthetic polymers known for their strength, lightweight properties, and resistance to corrosion and chemicals. These conveyor rollers are highly relevant in modern industries where hygiene, maintenance, and operational efficiency are paramount. Nylon rollers offer several advantages, including enhanced durability, reduced noise, and lower maintenance costs, making them indispensable in sectors such as food processing, pharmaceuticals, packaging, and automotive manufacturing.
Key Features of Conveyor Impact Rollers
Conveyor impact rollers are crucial components designed to endure harsh industrial environments and protect conveyor systems from damage caused by heavy, abrasive, or sharp materials.
Design and Construction
Core Material: Impact rollers typically feature a robust core made from high-strength steel or aluminum. This core provides the necessary structural integrity to handle substantial loads without deforming.
Cushioning Layer: Surrounding the core is a thick layer of shock-absorbing material, such as rubber or polyurethane. This layer is essential for dissipating the energy from impacts, thereby reducing the stress on the conveyor belt.
Sealed Bearings: High-quality impact rollers often include sealed bearings to protect against dust and debris. Sealed bearings ensure smooth rotation and extend the lifespan of the rollers by reducing wear and tear.
Impact Absorption Capabilities
Energy Dissipation: The primary function of impact rollers is to absorb and dissipate the kinetic energy from heavy and fast-moving materials. The cushioning layer compresses upon impact, spreading the force over a larger area and minimizing the impact on the conveyor belt.
Protection of Conveyor System: By absorbing these forces, impact rollers prevent damage to the conveyor belt and structure, reducing maintenance needs and extending the overall lifespan of the system.
Common Sizes and Dimensions
Variety of Sizes: Impact rollers are available in a range of sizes and dimensions to accommodate different conveyor systems. Common diameters range from 50mm to 200mm, with lengths varying to fit specific conveyor widths.
Custom Dimensions: Custom-sized impact rollers can be manufactured to meet unique requirements, ensuring compatibility with specialized conveyor setups and specific operational needs.
Role of Nylon in Impact Rollers
Material Benefits: Incorporating nylon into impact rollers offers several advantages. Nylon is lightweight yet strong, providing durability without adding significant weight to the conveyor system. This reduces the overall load and energy consumption.
Corrosion Resistance: Nylon is highly resistant to corrosion, making it ideal for use in environments where exposure to moisture, chemicals, and other corrosive substances is common.
Low Friction and Noise: Nylon’s low friction coefficient ensures smooth operation, reducing wear on both the rollers and the conveyor belt. Additionally, nylon helps in minimizing operational noise, contributing to a quieter and more comfortable working environment.
Extended Lifespan: The durability and resistance of nylon to various industrial stresses ensure that nylon impact rollers have a longer lifespan, resulting in lower maintenance costs and reduced downtime.
In summary, the key features of conveyor impact rollers include their robust design and construction, effective impact absorption capabilities, availability in various sizes and dimensions, and the significant role of nylon in enhancing performance. These features make impact rollers indispensable in protecting conveyor systems and ensuring efficient, long-term operation across various industrial applications.

Applications of Conveyor Impact Rollers
Conveyor impact rollers are essential in various heavy-duty industries, providing crucial protection and efficiency improvements in environments where the material handling process involves significant impact and stress.
Mining
Role in Mining Operations: In the mining industry, conveyor systems are used to transport heavy and abrasive materials such as ore, coal, and gravel. Impact rollers are strategically placed at loading points to absorb the shock from falling materials.
Benefits: By mitigating the impact forces, these rollers protect the conveyor belt and structure from damage, reducing maintenance needs and downtime. This is particularly important in mining, where equipment reliability is critical for continuous operations.
Integration of Nylon Rollers: Nylon conveyor rollers are also utilized in mining for their durability and corrosion resistance. They are often used in conjunction with impact rollers to ensure smooth, efficient material transport, especially in areas with exposure to moisture and chemicals.

Construction
Role in Construction Sites: Construction sites involve the handling of heavy materials such as concrete, steel beams, and aggregate. Conveyor systems equipped with impact rollers are used to transport these materials efficiently and safely.
Benefits: Impact rollers at loading points prevent damage to the conveyor belt from the high-impact loads common in construction, ensuring a longer lifespan and reduced operational costs.
Integration of Nylon Rollers: Nylon rollers are employed in construction conveyor systems for their lightweight and easy maintenance properties. They help reduce the overall weight of the conveyor system, making it more energy-efficient and easier to install and maintain.
Heavy Manufacturing
Role in Manufacturing Plants: Heavy manufacturing industries, such as automotive and machinery production, require the movement of large, heavy components. Impact rollers are crucial in these settings to handle the impact of loading and unloading heavy parts.
Benefits: These rollers absorb shock and reduce the risk of conveyor belt damage, maintaining smooth operation and minimizing interruptions in the manufacturing process.
Integration of Nylon Rollers: Nylon conveyor rollers are integrated into these systems to provide smooth, quiet operation and resistance to chemicals and oils commonly used in manufacturing processes. This combination ensures both durability and efficiency.
Integration of Nylon Conveyor Rollers in These Applications
Complementary Use: In all these industries, nylon conveyor rollers complement impact rollers by providing additional benefits such as corrosion resistance, lightweight construction, and reduced noise levels. This integration enhances the overall performance of the conveyor system.
Specific Roles: While impact rollers handle the heavy impact and load-bearing functions, nylon rollers are used in other parts of the conveyor system to ensure smooth and efficient transport, especially in areas where the risk of chemical exposure and moisture is high.
Efficiency and Maintenance: The use of nylon rollers reduces the wear on conveyor belts and other components, leading to lower maintenance costs and longer system lifespans. This is particularly beneficial in industries where operational efficiency and minimal downtime are crucial.
Conveyor impact rollers are indispensable in industries such as mining, construction, and heavy manufacturing due to their ability to absorb shock and protect conveyor systems. The integration of nylon conveyor rollers in these applications further enhances system performance, offering durability, corrosion resistance, and reduced maintenance needs. Together, impact and nylon rollers create a robust, efficient conveyor system capable of handling the demands of heavy-duty industrial environments.
Sizing and Selection of Conveyor Impact Rollers
Selecting the correct size and type of conveyor impact rollers is crucial for ensuring the efficiency and longevity of your conveyor system. Here’s a detailed guide on the importance of correct sizing, how to choose the right size, available customization options, and the benefits of nylon material in impact roller customization.
Importance of Correct Sizing
Optimal Performance: Correctly sized impact rollers ensure optimal performance by providing the necessary support and impact absorption tailored to the specific needs of the conveyor system. Improperly sized rollers can lead to inadequate impact absorption, increased wear and tear, and potential damage to the conveyor belt and structure.
Load Capacity: Ensuring the rollers are the right size for the load they will carry prevents overloading, which can cause premature failure of the rollers and associated conveyor components.
Operational Efficiency: Proper sizing contributes to the smooth operation of the conveyor, minimizing downtime and maintenance costs. It also ensures that the materials are transported efficiently without causing undue stress on the system.
Guide to Choosing the Right Size
Assessing Load Requirements: Determine the maximum weight and type of materials the conveyor will handle. This information is essential for selecting rollers that can support the load without deforming or failing.
Conveyor Dimensions: Measure the width and length of the conveyor system to ensure that the rollers fit correctly. The diameter and length of the rollers must match the dimensions of the conveyor frame and the width of the belt.
Impact Zone Analysis: Identify the high-impact zones where materials are loaded onto the conveyor. These areas require rollers with enhanced impact absorption capabilities. Consider factors such as drop height and material speed.
Roller Material and Design: Choose rollers made from materials that can withstand the environmental conditions and operational demands. For example, in corrosive environments, nylon rollers are preferable due to their chemical resistance.
Customization Options
Custom Dimensions: Manufacturers offer customization of roller dimensions to fit non-standard conveyor systems. This includes specific diameters, lengths, and shaft sizes tailored to unique requirements.
Material Selection: Customization can include the choice of materials for both the core and the cushioning layer. Options such as steel cores with nylon or rubber cushioning provide a balance of strength and impact absorption.
Enhanced Features: Custom features such as additional sealing, specialized bearings, and specific surface coatings can be added to meet the operational and environmental demands of the application.
Color and Branding: Custom colors and branding options are available for easy identification and integration into existing conveyor systems.
Benefits of Nylon Material in Impact Roller Customization
Durability and Strength: Nylon provides excellent durability and impact resistance, making it suitable for high-impact applications. Its strength ensures that the rollers maintain their shape and functionality under heavy loads.
Corrosion Resistance: Nylon’s resistance to chemicals, moisture, and corrosive substances makes it ideal for use in harsh environments. This extends the lifespan of the rollers and reduces maintenance costs.
Lightweight: Nylon is lighter than many other materials, reducing the overall weight of the conveyor system. This improves energy efficiency and makes installation and maintenance easier.
Low Friction and Noise: Nylon’s low friction coefficient ensures smooth operation, reducing wear on the conveyor belt and minimizing noise levels. This is beneficial in environments where noise reduction is important.
Versatility: Nylon can be easily molded and customized to specific shapes and sizes, providing flexibility in design and allowing for tailored solutions that meet specific operational needs.
The correct sizing and selection of conveyor impact rollers are vital for the efficient and reliable operation of conveyor systems. Understanding load requirements, conveyor dimensions, and impact zones helps in choosing the right size. Customization options allow for tailored solutions, and the use of nylon material offers significant benefits, including durability, corrosion resistance, lightweight, and low friction. By carefully selecting and customizing impact rollers, businesses can enhance the performance and longevity of their conveyor systems.
Top Conveyor Impact Roller Manufacturers
Choosing the right conveyor impact roller manufacturer is essential to ensure the quality, reliability, and efficiency of your conveyor system. Here are some of the top manufacturers in the industry, along with their innovations, quality considerations, and focus on nylon conveyor rollers.
Market Leaders
GRAM Conveyor
Overview: GRAM Conveyor is renowned for its high-quality conveyor rollers and extensive industry experience. They are recognized for their commitment to innovation, quality, and customer satisfaction.
Innovations: GRAM Conveyor has developed advanced manufacturing techniques that enhance the durability and performance of their impact rollers. Their focus on continuous improvement and adoption of cutting-edge technology ensures their products meet the highest standards.
Quality and Durability: GRAM Conveyor adheres to stringent quality control measures, ensuring that their rollers are durable and reliable. They use premium materials and advanced engineering to create impact rollers that withstand harsh industrial conditions.
Nylon Conveyor Rollers: GRAM offers a range of nylon conveyor rollers known for their strength, corrosion resistance, and lightweight properties. These rollers are ideal for applications requiring durability and efficiency.
Innovations and Technologies
Interroll
Innovations: Interroll is a global leader in conveyor technology, known for its innovative solutions. They utilize state-of-the-art manufacturing processes, including precision engineering and automation, to produce high-performance impact rollers.
Technologies: Interroll’s use of advanced materials and designs ensures their rollers provide excellent impact absorption and durability. Their rollers are engineered to minimize downtime and maintenance, enhancing overall operational efficiency.
Nylon Integration: Interroll integrates nylon in their roller designs to offer benefits such as low friction, noise reduction, and resistance to chemicals and moisture.
Quality and Durability Considerations
Rexnord
Quality: Rexnord places a strong emphasis on quality control and adherence to international standards. Their manufacturing processes include rigorous testing and inspection to ensure each roller meets high-performance criteria.
Durability: Rexnord’s impact rollers are designed for longevity, with features that enhance their resistance to wear and tear. They use high-strength materials and robust construction techniques to create rollers that can handle heavy-duty applications.
Nylon Rollers: Rexnord’s range of nylon rollers offers excellent durability and impact resistance, making them suitable for various industrial environments. Their nylon rollers are designed to provide long-lasting performance and reduce maintenance costs.
Leading Manufacturers of Nylon Conveyor Rollers
Hilman Rollers
Overview: Hilman Rollers is a leading manufacturer specializing in heavy-duty rollers. Their products are known for their strength, reliability, and innovative designs.
Nylon Roller Features: Hilman’s nylon rollers are engineered to offer high load capacity, corrosion resistance, and low maintenance. They are designed to meet the demands of industries such as mining, construction, and manufacturing.
Quality and Durability: Hilman ensures that their nylon rollers are manufactured to the highest quality standards. They use premium nylon materials and advanced production techniques to create rollers that are both durable and efficient.
Flexco
Overview: Flexco is a well-respected name in the conveyor industry, known for its comprehensive range of conveyor products and solutions.
Innovations: Flexco continuously invests in research and development to improve their products. They offer innovative solutions that enhance the performance and reliability of conveyor systems.
Nylon Rollers: Flexco’s nylon rollers are designed for durability and efficiency. They provide excellent resistance to wear, chemicals, and moisture, making them ideal for a wide range of applications.
Selecting a top conveyor impact roller manufacturer involves considering factors such as innovation, quality, and durability. Market leaders like GRAM Conveyor, Interroll, Rexnord, Hilman Rollers, and Flexco are recognized for their high-quality products and commitment to customer satisfaction. Their use of advanced technologies and materials, including nylon, ensures that their rollers offer superior performance, longevity, and efficiency in various industrial applications.
Conveyor impact rollers are essential for protecting conveyor systems from heavy, abrasive, or sharp materials. Key takeaways include the importance of correct sizing and selection, the benefits of customization, and the advantages of nylon rollers, such as durability, corrosion resistance, and low friction. To maximize performance, it is best to conduct regular maintenance, choose the right materials for specific applications, and work with reputable manufacturers like GRAM Conveyor and Interroll. Future trends in conveyor impact rollers point towards increased use of advanced materials like nylon for enhanced durability and efficiency. Innovations in manufacturing technologies and smart monitoring systems will further improve roller performance, reducing downtime and operational costs.


We’ve all been there, haven’t we? The dread of another annual pay review cycle creeping up on the calendar. The idea of the pay review process immediately conjures up thoughts of a stack of paperwork, seemingly endless meetings, and the nagging feeling you’re playing catch-up to market rates and may be getting things wrong.
But what if we told you that pay reviews don’t have to be a soul-sucking HR ritual? They can actually be a golden opportunity to show your employees you care, boost morale, and even improve your bottom line.
Why Pay Reviews Matter (More Than You Think)
Let’s be completely honest for a minute: money talks. A fair and transparent pay review process sends a powerful message to your staff that you value their hard work and want to invest in their future. It’s not just about the numbers, it’s about showing appreciation for their efforts, fostering loyalty, and perhaps most importantly of all, retaining your top talent.
The Benefits of a Stellar Pay Review Process
- Happier Employees, Happier You: When employees feel valued and fairly compensated, they’re more engaged, productive, and less likely to jump ship. That means a happier, more stable workforce – and less stress for you!
- Outsmart the Competition: A structured pay review process helps you stay on top of market trends and make sure your salaries remain competitive. That’s crucial for attracting and retaining top talent in a tough market.
- Motivate and Retain: Regular pay reviews can be a powerful motivator, encouraging employees to go the extra mile throughout the year knowing their efforts will be recognized and rewarded.
- Transparency Builds Trust: A clear and open pay review process fosters trust and strengthens the relationship between employees and management.
Your Pay Review Cheat Sheet: Best Practices That Work
Okay, enough with the “why” – let’s get into the “how.” Here’s your step-by-step guide to making pay reviews less of an annual headache and more of a New Year win:
Plan Ahead, Way Ahead
Don’t wait until the last minute to scramble. Set a clear timeline for your pay reviews, communicate it to your staff, and stick to it. This avoids nasty surprises and gives everyone time to prepare.
Data is Your Friend
Don’t rely on gut feelings or outdated spreadsheets. Use reliable market data (savvy HR teams even use tools like Figures.hr for this!) to benchmark your salaries against industry standards.
Transparent is Terrific
Be open and honest about your compensation philosophy. Don’t just share proposed numbers with employees, explain how pay decisions are made, what factors are taken into account, and how performance is measured.
Communication is Key
Encourage an open dialogue throughout the process. Let employees know they have a voice and their opinions are valued. This builds trust and makes for a smoother review process.
Individualised is Best: Everyone’s different, right? Tailor your pay reviews to each employee’s role, experience, and performance. A one-size-fits-all approach simply won’t cut it.
Don’t Forget the Non-Monetary
Remember, it’s not always about the money. Consider additional benefits, training opportunities, or flexible working arrangements as part of the overall package.
Feedback Loop
After each pay review, take time to reflect. What went well? What could be improved? Use this feedback to refine your process for next time.
Making Pay Reviews Work for You
With a bit of planning and a human touch, annual pay reviews really can go from a dreaded chore to a powerful tool for boosting employee engagement, improving morale, and keeping your business competitive. It’s an investment in your people and, ultimately, your company’s success.
If you’re looking for a way to streamline your pay reviews and make them more data-driven, consider exploring compensation management software. Providers like Figures.hr offer a suite of tools designed to simplify the process, improve accuracy, and ensure your pay decisions are informed and fair.
Software to the Rescue: How It Streamlines Your Pay Reviews
Okay, let’s face it. Even with the best intentions, managing pay reviews manually can be a real drag. That’s where compensation management software swoops in like a superhero.
Here’s how it can save you time, stress, and maybe even a few tears:
Data at Your Fingertips
Say goodbye to endless spreadsheet juggling! The right software puts all your compensation data in one place, making it easy to access, analyse, and compare. No more digging through files or hunting down outdated information.
Market Data on Demand
Remember that bit about staying competitive? Compensation software like Figures.hr plugs you into real-time market data, so you can instantly benchmark your salaries against industry standards. No more guesswork or worrying you’re lagging behind.
Customisable Salary Structures
Forget one-size-fits-all. With the right software, you can build salary models tailored to your company’s unique needs. Factor in everything from job roles and experience to performance ratings and regional variations.
Scenario Planning Made Simple
Ever wonder how a promotion or a market shift might impact your budget? Compensation software lets you run “what if” scenarios and forecast future costs, so you’re always prepared.
Automate the Tedium
Who loves paperwork? (No one, that’s who!) Compensation software automates tedious tasks like data entry, calculations, and even approval workflows. That frees up your time to focus on what really matters: satisfying your people.
Transparency for All
Some platforms even offer tools for sharing compensation information with employees in a clear and understandable way. This boosts trust and helps everyone feel like they’re on the same page.
Making the Switch: Tips for Choosing the Right Software
Okay, so you’re sold on the idea of software, but where do you start? Here are a few tips:
- Know Your Needs: What are your pain points? What features are must-haves? Start by identifying your company’s specific needs and priorities.
- Do Your Research: Not all compensation management software is created equal. Read reviews, compare features, and ask for demos to find the best fit for your company.
- Think Long-Term: Choose a platform that can grow and evolve with your business. Look for flexibility and customization options.
- Support Matters: Make sure the software provider offers excellent customer support. You want to know that you’ll have help when you need it.
Ready to Take the Plunge?
Investing in compensation management software is an investment in your people and your company’s future. It’s a way to ditch the outdated practices, embrace a modern mindset, and build a pay strategy that truly works for everyone. So, are you ready to say goodbye to spreadsheet nightmares and hello to a brighter, happier pay review process? Taking the time to research – and then implement – compensation management software will almost certainly be time (and money) very well spent.
One caveat as we close, though: While software can be a game-changer, it’s not a magic wand. You still need to put in the effort to build a fair, transparent, and motivating compensation strategy. But with the right tools and the right mindset, you can turn the often dreaded annual pay review process into a positive experience that benefits everyone.
Let’s be real, trying to build a whole website on your own when you’re not good at coding is pretty much the worst. Unless you want to pull your hair out, it’s just not a battle worth fighting for us non-techy folk.
Here’s where website templates come in as a breakthrough. These pre-built web designs are a lifesaver for regular people who want a fresh, modern site without the cold sweats of coding nightmares.
In this post, I’ll break down some of the most popular providers offering the best-selling website templates on the market. For anyone who’s a small business owner, blogger, photographer, or just wants a slick personal site, these themes will provide you with the necessary tools. And won’t require any hardcore tech skills instead. Let’s dive in!
TemplateMonster: The Web Template Juggernaut
In terms of best-selling website templates, TemplateMonster is an absolute titan that should be at the top of your list. These guys have been dominating the web design game for ages with a downright massive library.
No matter what kind of site you’re trying to build – for a hip new restaurant, an online clothing store, a photography portfolio, or even just a personal blog. TemplateMonster provides tons of fresh, modern web themes for various needs. Their collection is stacked with thousands upon thousands of options across all kinds of industries and niches.
But here’s the real kicker that makes this marketplace so clutch for us non-techies. Their themes are easy to customize, even if you don’t know a lick of code. Furthermore, most designs are intuitive with smart editors, so it’s easy for us to effortlessly tweak layouts, colors, fonts, and more. It’s all visual and straightforward as can be.
On top of this user-friendly aspect, the platform has six-month customer support, while vendors provide extensive documentation to handhold you through any hiccups.
The Other Big Kahunas of Best-Selling Webpage Layouts
Of course, while TemplateMonster may be royalty, they aren’t the only players in town. A few other major heavyweights in this space deserve some cheers.
- Take Wix, for instance – their whole platform is about making website building an absolute cakewalk. Even for folks who wouldn’t know HTML from a hole in the ground. With Wix’s drag-and-drop interface and tons of pre-built web layouts, just about anyone can get a pretty snazzy site up and running in no time flat. Their best-selling website templates cover the essentials like online stores, booking platforms, portfolios, and more. Plus, making customizations is as easy as arranging digital Lego blocks.
- Then you’ve got the sleek, professional stylings of Squarespace’s best-selling demo collection. Their solutions are drool-worthy if you want your page to have a super clean, modern, art gallery type of vibe. Even though Squarespace is a little pricier than some other options, their designer-made templates have that polish to give any online presence a first-class and high-end look. If you crave a luxe, minimalist aesthetic, Squarespace has your back.
- We’d also fail to give a shoutout to the OG of the website world – WordPress. This content management system has been around forever and remains wildly popular for small businesses, bloggers, and almost any kind of web page. The beautiful part about WordPress is the sheer number of best-selling options available. Many of which are even free or stupidly cheap.
Between giants like Wix, Squarespace, WordPress, and the aforementioned TemplateMonster, anyone can find gorgeous, user-friendly, and even feature-rich webpage layouts. What they also have in common is that you don’t have to pound your head on the keyboard trying to code something from scratch.
Why TemplateMonster Deserves Another Mention
Alright, let’s circle back around to TM because they do deserve some extra love here. While I’ve highlighted some other awesome digital asset providers, these guys still stand out as an elite option worth your hard-earned dollars.
- First off, the company has the best-selling templates available for basically any budget. No matter your status – a big business owner or a bootstrapped blogger just starting. You’ll find affordable designs that punch way above their weight class. From dirt-cheap basics to premium packages loaded with extras, there’s something for every price point.
- Speaking of extras, their best-selling items come packed with quality-of-life features like SEO readiness and built-in mobile responsiveness right out of the box. Forget about clunky monstrosities that look janky on smartphones and aren’t up to search engine standards. TM prioritizes modern web rules.
- Moreover, they offer tons of optional goodies to level up your online game even further. Need professional stock photos or graphics? They gotcha. Looking for web hosting to make your life easier? It’s available. Want some extra paid customization services to personalize your site? Hey, they got you.
The bottom line is that TemplateMonster goes far beyond just basic templates. It’s a whole ecosystem with just about everything you could need to spin up a gorgeous, top-performing online presence.
My suggestion? Just head over to their marketplace and look around. Get a first-hand feel for their huge collection of best-selling products across all categories. I’m ready to put money on you to find something that catches your eye!
In Conclusion
To wrap things up, let’s recap the main selling point of website templates. In my opinion, they’re the most convenient way to launch a slick, professional-looking webpage without any time- or money-consuming work.
With a quality design as your foundation, everything is pre-built and ready to go. All you have to do is customize some surface-level stuff like colors, images, text, etc. It’s a phenomenally easy way to get an awesome online presence up and running in essentially no time at all.
If I were you, I’d stop procrastinating and delaying my website dreams. Take advantage of the multitude of user-friendly, code-free themes out there from reputable providers. Your new blog or store is just a few clicks away!

A million-dollar question is: how can we prove paid advertising ROI? Most advertisers realize the complexity of the B2B customer journey: the sales opportunities might come from the organic search or outbound emails, but they’ve likely seen your ads before.
Fair enough, most teams prefer sticking with the last-click conversion to attribute campaign ROI to the corresponding ad channel. However, it doesn’t explain whether the increased ad spend impacted your overall marketing ROI and contributed to final revenue. Everything changes when you leverage an audience-based attribution model known as cohort tracking.
What Is the Ad Audience Cohort Tracking?
The audience-based attribution model called cohort tracking allows you to identify a converted lead as a member of your ad audience segment. Thus, you can conclusively say that the customer has seen your ad, and it has influenced their purchase decision.
Knowing who was in the ad audience segment and how many sign-ups you got during the active paid ad campaign allows you to attribute conversions from organic and direct visits to your advertising efforts. Just like that, it’s crystal clear and spares you from over-complicated attribution systems.
Most importantly, such a transparent multi-channel attribution helps the marketing team justify additional ad budgeting.
How Cohort Tracking Differs from the Last-Click Attribution
The prime benefit of switching to an ad audience cohort tracking system is that it allows you to oversee ad performance holistically and analyze it beyond the last-click conversion. You no longer rely on campaign-specific UTM parameters to measure advertising success.
Advertising based on lookalikes and the platform’s native targeting doesn’t allow you to access the actual identifiers of ad network members, which you can use to match converted leads with your CRM or B2B IP tracking. This means you can’t determine how many inbound prospects converted after seeing your messages, which could be quite valuable for your ABM efforts in the future. The only metric you can gauge in this case is last-click conversion ROI. The typical measurement pattern includes:
- Tracking UTM link clicks.
- Counting lead form fill-outs.
- Attributing lead conversions to the campaign you ran.
- Calculating customer acquisition costs (sales and marketing spend/customers acquired) and lifetime value.
Conversely, cohort audience tracking allows you to calculate ROI regardless of the traffic source, as you can count the conversion rate for the entire pre-defined audience segment.
How Ad Measurement Changes with Audience-Based Tracking
The point is that you complement the existing last-click tracking with additional data on the audience to which you serve ads. It adds accuracy when attributing newly acquired MQLs/SQLs to the recently run advertising campaigns.
This enhanced attribution approach will bring together tracking data coming from:
- Ad platform analytics. You can analyze which part of the audience was reached during the active campaign and how many of them were engaged with the ad message and clicked through.
- IP Targeting and Reverse IP lookup. With IP targeting, you can deliver relevant messages to IPs, while the reverse IP lookup helps to identify incoming traffic from an ad platform and match visits with third-party prospecting data provided by B2B data vendors.
- UTM links. Clicked-through UTM links will flag platform-specific traffic and show how it is distributed within your multi-channel campaign.
- Emails/Names. You can cross-match acquired MQls/SQLs’ contact data with the audience list uploaded to the ad platform.
Eventually, you get the most accurate attribution of converted leads to your PPC campaign. This enables you to effortlessly calculate multi-channel ROI and identify the top revenue-contributing channels.
Leverage Custom List-Based Audiences to Unlock Cohort Tracking
The cohort tracking will work out only if there’s a high enough match rate (>70%) between ad network accounts and your list-based audience. The problem is that, on average, you have a contact name, business email, and work phone number in a targeted list record. With such scarce prospecting data in hand, you can’t expect match rates higher than 10 to 30%.
Enable B2B customer data enrichment, and you’ll ramp up ad platform match rates. By enriching customer records through Primer and similar B2B data orchestration platforms, you can achieve 70-80% matching for custom-built audiences across Facebook, LinkedIn, Instagram, Google Ads, and other PPC networks.
Moreover, Primer allows you to build custom audiences as close as possible to your Ideal Customer Profile and synch them across channels. Start with targeted paid social campaigns and then run an automated email follow-up campaign on the same leads group. Such a combined approach can grow your conversion rate by another 20%+.
Simplified Pursuit of ABM Accounts
Let’s not forget that cohort tracking can greatly boost the efficiency of strategic account-based marketing. Since you’re serving targeted ads to pre-qualified audiences, the overall cost of customer acquisition drops dramatically.
Additionally, you can effectively identify highly engaged leads, attribute higher scores to them, and pursue them as high-value accounts. Audience-based attribution allows you to double down on these valuable leads by streamlining multi-channel follow-ups.

 HOME IMPROVEMENT1 year ago
HOME IMPROVEMENT1 year agoThe Do’s and Don’ts of Renting Rubbish Bins for Your Next Renovation
- BUSINESS1 year ago
Exploring the Benefits of Commercial Printing
- HOME IMPROVEMENT10 months ago
Get Your Grout to Gleam With These Easy-To-Follow Tips

 HEALTH10 months ago
HEALTH10 months agoThe Surprising Benefits of Weight Loss Peptides You Need to Know
- TECHNOLOGY1 year ago
Dizipal 608: The Tech Revolution Redefined
- HEALTH10 months ago
Your Guide to Shedding Pounds in the Digital Age
- BUSINESS1 year ago
Brand Visibility with Imprint Now and Custom Poly Mailers
- LAW1 year ago
7 Key Questions to Ask When Hiring a Criminal Lawyer







